3D Printer – Retraction instellen en calibreren
![]()
Op deze pagina vind je informatie over hoe je bij een 3D Printer “retract” kan instellen.
Informatie (ENG)
I was reading the discussion from Steesh and it occurred to me that I haven’t really tested the impact of retract yet.
On the web there is precious little information available, there is only this default value of 4,5 mm at 40 mm/s that everybody seems to use, including Craftware. But BonaFide shared a valuable insight in that thread – he advised us to reduce the retract to 0.5 mm or even disable it, since 4,5 mm was supposed to be used only with bowden extruders. I decided to test it.
I used this model on Thingiverse, it is very small, uses little filament and prints in five to ten minutes. I printed on a cold bed with glue stick at 200 °C with Craftunique PLA, 0.1 mm layer, 50 mm/s print speed, 0.5 mm nozzle.
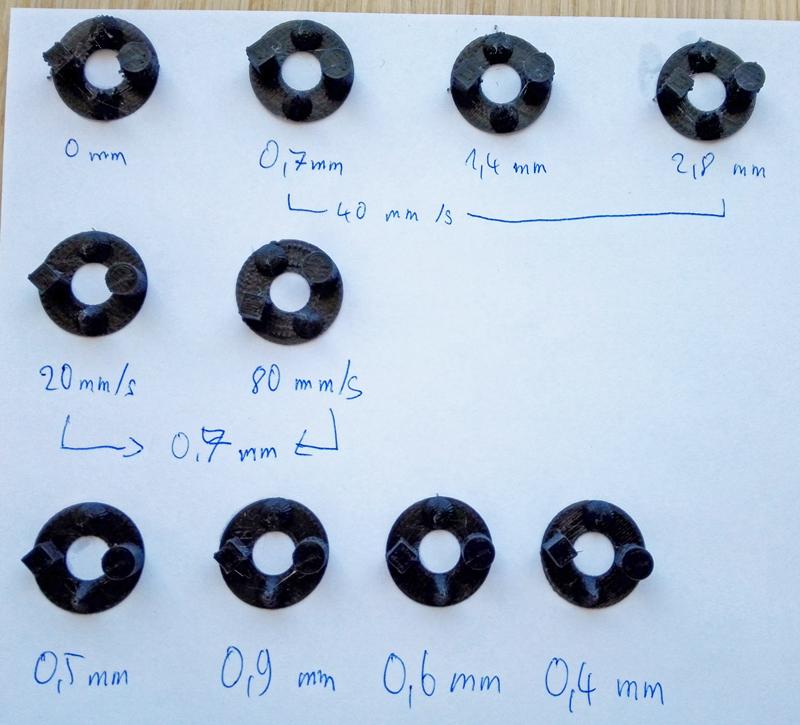
I started with no retract:

This is horrible. Clearly we need the retract if there is travel involved.
I then made a series of prints with different retracts: 0.7, 1.4, 2.8 mm at default retract speed of 40 mm/s:
1.4 and 2.8 mm:

This is better than with no retract, but horrible nevertheless.
0.7 mm:

I get a BIG difference: just some tiny stringing, MUCH smaller blobs.
I now tested the impact of retract speeds – is it better to go fast or slow?
0.7 mm at 20 mm/s:

The blobs seem to be a bit bigger. It seems slower is not better.
0.7 mm at 80 mm/s:

Blobs are smaller, it seems better to go as fast as possible.
So I will set the speed to 90 mm/s which seems to be top speed that Craftbot can handle for XY movement. Extruder can likely work much faster, but 90 mm/s is fast already – the retract of 0.7 mm should happen in about 8 milliseconds.
Now I wanted to find the optimal retract value.
I first tried 0.5 and 0.9 mm to find the direction I should take:

Clearly 0.5 looks better. Maybe I can go lower?
0.4 and 0.6 mm:

The pictures are not that good (sorry), but 0.4 clearly increases blobs compared to 0.5. To me it looks like 0.6 is the best value.
To recap:
You should set the retract on Craftbot to somewhere around 0.6 mm at high speed (90 mm/s works for me). It will increase the quality of your prints immensely, the blobs are all but gone!
There are two caveats:
- If you print with different materials, these values likely change. I think normal stiff materials like ABS, PET and nylon should work fine with this setting, but stretchy materials like Filaflex likely need more retract.
- Hot end temperature likely affects this too.
I will end this with the picture of all tests together – they are really tiny and so all imperfections are horribly exagerrated. What you see is a paper sheet about the size of A5:
Edit: Be sure to set both Retract AND Prime settings to the same value, otherwise you get heavy over/underextrusion.